Indukzioaren beroa konformazio eta forjaketa prozesua
Indukzioaren beroa konformazioa torlojuak, torlojuak eta errematxeak bezalako lokailu industrialak fabrikatzeko prozesua da. Beroa xafla, barra, hodi edo alanbre izan ohi den metala leuntzeko erabiltzen da eta gero presioaren bidez metalaren forma aldatzen da honako eragiketa hauetakoren bat burutuz: goiburu beroa, zuritzea, puntzonatzea, zirrikitzea, zulatzea, moztea , ebakitzea edo okertzea. Gainera, paletak berotzea indukzio bidezko beroarekin hobeto egiten den prozesua da.

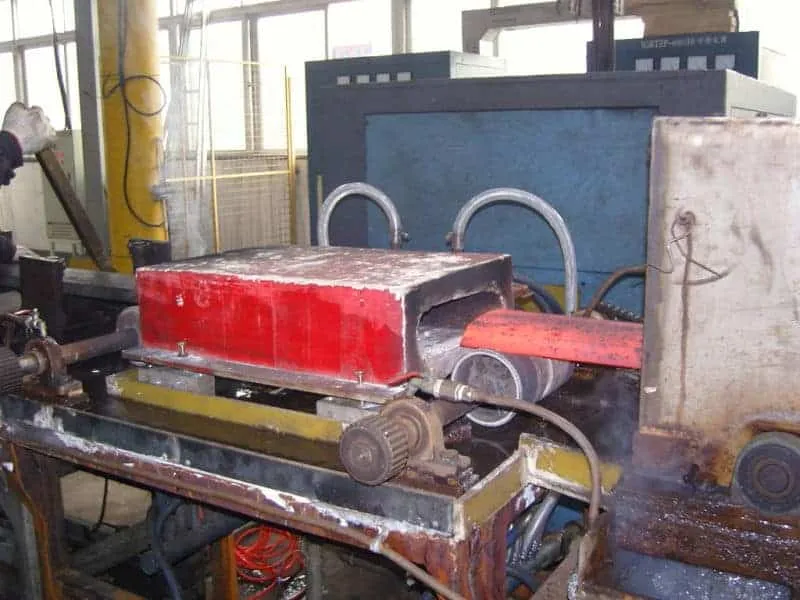
SAMSUNG DIGITAL CAMERAM Indukzio bidezko beroketa modernoak abantaila ugari eskaintzen ditu beste beroketa metodoekiko eta normalean lotura aplikazioetarako erabiltzen da. Indukzio bidez berotzeak bero fidagarria, errepikagarria, kontakturik gabea eta energetikoki eraginkorra eskaintzen du gutxieneko denbora batean. Indukzio berogailua linean ekoizteko prozesuetarako aproposa da berokuntza ziklo errepikakorrak, azkarrak eta zehatzak ekoizteko gaitasuna duelako.
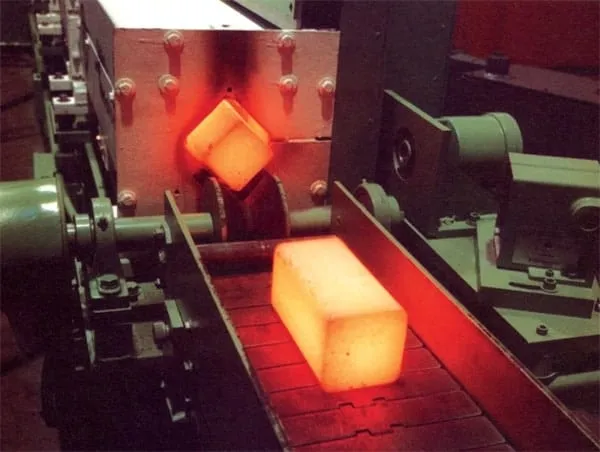
Beroa konformatzea eta forjatzea, estanpazio beroa eta estrusioa deformazioarekiko erresistentzia ahula duen tenperatura berotutako pieza bat osatzean datza. Gehien erabiltzen diren industria-materialen gutxi gorabeherako bero-tenperatura hauek dira:
- Altzairua 1100 eta 1250 ºC artean
- Letoia 750 ºC
- Aluminioa 550ºC

Materiala berotu ondoren, konformazio beroa egiteko makina mota desberdinetan egiten da: inpaktu mekanikoko prentsak, tolesteko makinak, estrusio prentsa hidraulikoak, etab.
Forjaketan erabilitako hasierako materiala biribildutako zutoin, lauki (paleta) edo barrako materialen moduan aurkezten da.
Piezak berotzeko labe konbentzionalak (gasa, erregaia) erabiltzen dira baina baita indukzioa ere.
Berokuntza indukziozko abantailak:
- Materiala eta energia aurreztea gehi malgutasuna
- Kalitate handiagoa
- Prozesuen kontrola
- Beroketa denbora askoz ere laburragoak
- Oxidatu gutxiago eta eskala ekoizpena oso txikia da
- Aplikatu beharreko tenperaturaren doikuntza erraza eta zehatza
- Labearen aurretik eta mantentze-lanak berotzeko behar ez den denborarik (adibidez, denbora gehiago behar duen asteburuaren ondoren edo bitartean)
- Behar den eskulanaren automatizazioa eta murrizketa
- Beroa puntu zehatz batera zuzendu daiteke, eta hori oso garrantzitsua da konformazio-eremu bakarra duten piezetan
- Eraginkortasun termiko handiagoa
- Laneko baldintza hobeak airean dagoen bero bakarra pieza beraiena da
Prozesua forjaketa eta beroa konformatzea ohiko prozesua da industria sektore askoren fabrikazioan, hala nola automobilgintza, trenbidea, aeroespaziala, petrolioa eta gasa, kateak eta forja.
