Indukzio kobrezko soldadura soldadurak IGBT maiztasun handiko berogailu unitateekin
Helburua Kobrezko bi hari soldatzea aurrez instalatutako kobrezko bus barran
Materiala Soldadura kobrezko / nikelezko barra barra, 2 kobrezko hari ontzidun estandarrak, soldadura makila
Tenperatura 446 ºF (230 ºC)
Frekuentzia 230 kHz
Ekipamendua • DW-UHF-6kW indukzio bidezko berokuntza sistema, 1.2 μF kondentsadore bat duen urruneko buru batekin hornitua.
• Aplikazio honetarako bereziki diseinatutako eta garatutako indukziozko berokuntza bobina.
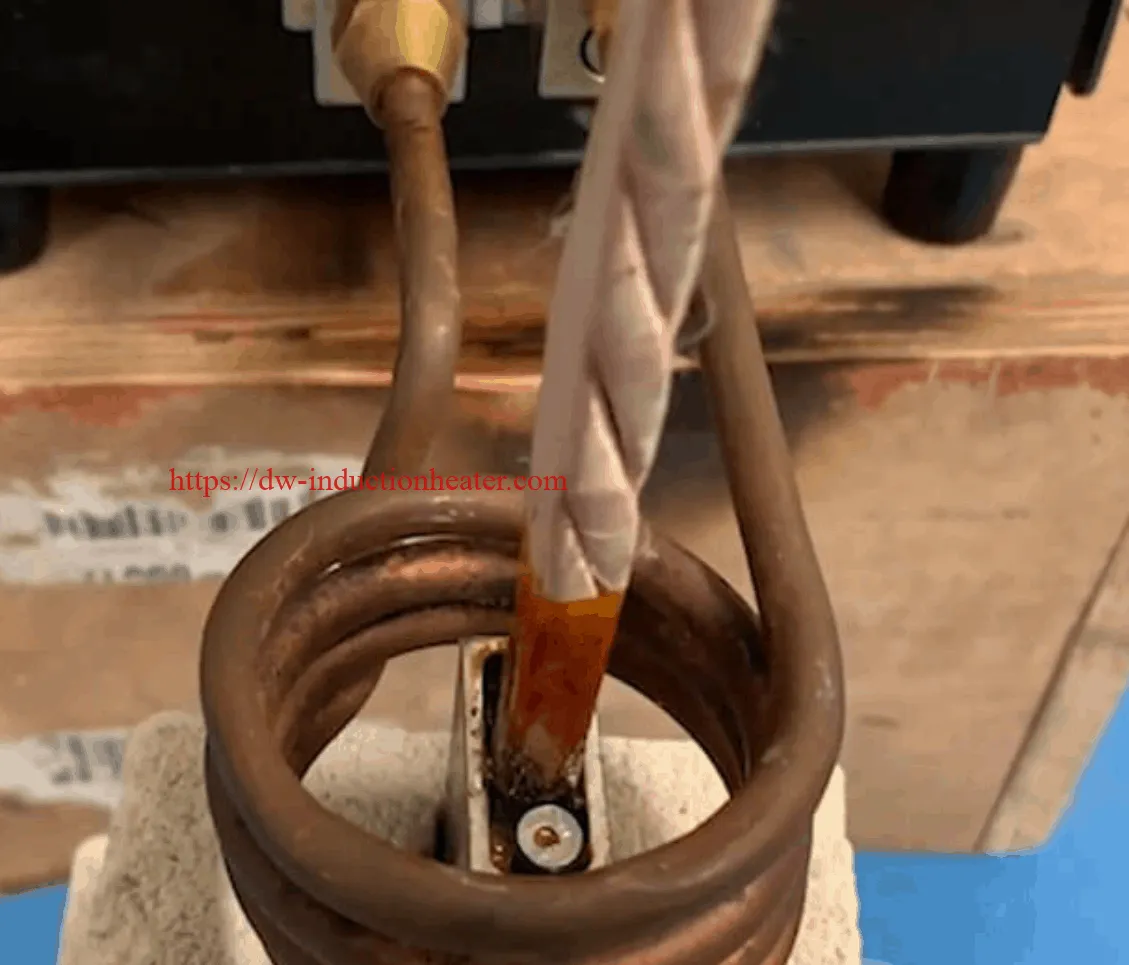
Prozesua Lau birako zatitutako bobina helikoidal bat erabiltzen da bus barrako multzoa soldatzeko. Kobrezko 2 hariak dorreei aplikatzen zaizkie eta energia 30 segundoz ematen da. Soldatzeko makila eskuz elikatzen da berotutako zatietara eta soldadurak modu uniformean isurtzen ditu, artikulazioa sortuz.
Emaitzak / Onurak Indukzioaren beroketak eskaintzen ditu:
• Soldadura denbora murriztua
• Berogailuen banaketa ere
• Koherentzia bateratua elkarrekin


